Skip to content
Conklin Metal Industries
Sheet Metal, Duct Fab & HVAC supplies—Founded in 1874
Main Menu
Our Products
Duct Fab Supplies
Access Doors—Square Framed
Access Doors—Grease Duct
Access Doors—Observation Viewport
Access Doors—Sandwich Style
Adhesives—Precharged Cylinders
Adhesives—Solvent Based
Adhesives—Water Based
Angle Iron Rings & Blast Gates
Dampers—Dial Regulators
Dampers—End Bearings
Dampers—Heavy Duty Blades with Rod
Dampers—Multiblade Parts
Dampers—Rapit Regulator Sets
Dampers—Splitter Damper Hardware
Degalvanizer Sprays
Duct Film Wrap
Duct Lifts
Duct Liner Knives
Duct Liner—Fiberglass
Duct Liner—PolyArmor
Duct Liner—Rubber
Duct Liner—Spiracoustic
Duct Liner—Unfaced for Double Wall Spiral Duct
Duct Reinforcement
Duct Sealant Accessories
Duct Sealant—Cartridges
Duct Sealant—Solvent Based
Duct Sealant—Spray On
Duct Sealant—No Fibers
Duct Sealant—Heavily Fibrous
Duct Sealant—Light Fibers
Duct Board
Ductmate—Cleats
Ductmate— Corners
Ductmate — Flange
Ductmate—Tools and Accessories
Edge Coating / Duct Butter
Expanded Metal
Flexible Duct Connector
Flexible Duct Connector Tools and Accessories
Gasketing
Grease Duct Fab Materials
Hardware Cloth
Hinges
Insulation Board
Label Remover
Locking Handles for Access Doors
Pittsburgh Lock Opening Tools
Pittsburgh Seam Sealant
Pop Rivets & Drill Bits
Reinforcement Angle
Rolled Mastic
Safety—Body Protection
Safety—Cooling Gear
Safety—Glasses & Eyewear
Safety—Gloves
Safety—Hardhats & Ear Protection
Screws
Slips & Drives
Solder
Spray Paint
TDC/TDF Cleats
TDC/TDF Corners + Hardware
TDC / TDF Tools
Threaded Rod
Turning Vane and Rail
Weld Pins
Welding Tools
HVAC Supplies
Access Doors—Square Framed
Air Conditioning Accessories
Air Handler Stands
Anchor Fasteners
B Vent
Bath Fans
Cable Operated Dampers
Can Stock
Chemicals—Lineset Flush, Lubricants, Leak Detector
Coil Cleaners for AC
Condensate Management
Condensate Pumps and Accessories
Copper Ball Valves
Copper Fittings—Sweat
Copper Fittings—Press
Copper Tools
Copper—HVAC / ACR
Drain Pans
Dryer Boxes
Dryer Vent
Duct Lift Accessories
Duct Lifts
Duct Sealant Accessories
Duct Sealant—Cartridges
Duct Sealant—Solvent Based
Duct Sealant—Spray On
Duct Sealant—No Fibers
Duct Sealant—Heavily Fibrous
Duct Sealant—Light Fibers
Duct Wrap—Fiber Free Bubble Wrap
Duct Wrap—Fiberglass
Duct Wrap—Fire Wrap
Electrical
Electrical Motors
Filters & Filter Racks
Filter Driers
Fire Dampers
Flex Duct
Gas—Nitrogen, Oxygen, Acetylene, Propane
Gas Pipe
GRD’s Commercial—Registers and Grilles
GRD’s Commercial—T Bar Return
GRD’s Commercial—T Bar Supply
GRD’s Residential — Return Air Grilles/Registers
GRD’s Residential — Supply Air Grilles/Registers
Hangers
Hanger Strap
Hurricane Stands & Braces
HVAC Troubleshooting Equipment
IAQ
Jobox Storage Chests
Copper—Level Wound Copper Tubing
Line Covers
Mounts
Pads & Isolators
Pest Control
Pipe Flashings
PVC
Ratchet Wrenches
Refrigerant
Rolled Mastic
Roofing Products
Rooftop Supports for HVAC
Rope
Round Spring Return Motor Damper
Safety—Body Protection
Safety—Cooling Gear
Safety—Glasses & Eyewear
Safety—Gloves
Safety—Hardhats & Ear Protection
Screws
Sealants
Side Wall Caps
Smoke Detectors
Strut
Surge Protectors
Thermostats
Thermostat & Plenum Wire
Threaded Rod
Tracpipe
Triangle Boxes
Tubing Insulation
Wall Stack Products
Weatherproof Jacketing
Wire Hanging Systems
Wrenches and Hex Keys
Metal
Acrylume
Aluminum
Aluminum Tread Plate
Beaded Sheets—Galvanized
Blank Bead and Notch
Copper
Expanded Metal
Galvanized Coils
Galvanized Flat Sheets
Galvanized Small Coils
Galvannealed
Grease Duct Fab Materials
Hardware Cloth
Painted Black Galvanized
Perforated
Phos Bond
Slit Coils
Stainless
Pipe and Fittings
Air-Tite Takeoffs—Flat
Air-Tite Takeoffs—Round
Angle Iron Rings & Blast Gates
Conductor Pipe / Rigid Vent Pipe
Conicals
Damper Sections
Duct Board
Gasketed Fittings
Greenseam Pipe
Hero Fabric Duct
HETO’s
Insulated Ceiling Boxes
Register Boots
Snap Collars and Spin Ins
Snaplock Fittings
Snaplock Pipe and Adjustable Elbows
Spiral Connectors
Spiral Elbows— Gorelocked
Spiral Elbows—Die Stamped
Spiral Elbows—Spiral Seamed
Spiral Fittings
Spiral Grilles
Spiral Pipe
Timers
Wire Hanging Systems
Hand Tools
Beveler
Cordless Drills
Crimpers
Cutting Wheels
Duct Liner Knives
Duct Stretchers
Folding Tools
Hammers
Hand Punches
Hand Shears
Hand Shears—Doublecut
Hand Shears—Unishear
Hand Tongs and Seamers
Hole Cutters
Impact Drivers
Marking Tools
Nibblers
Notchers
Panel Cutters
Pittsburgh Lock Opening Tools
Pittsburgh Seam Closers—Portable
Ratchet Wrenches
Rulers, Gages, and Tape Measures
Snips
Trumpf Tool Accessories and Batteries
Wood Mallets
Machinery
Band Saws & Cut-Off Saws
Beaders
Beveler
Channel Letter Sign Machines
Cheekbenders—Manual
Cheekbenders—Power
Cleatbender—Manual Drive Turn Machine
Cleatbender—Power Drive Turn Machine
Cleatbender—Rollform
Clinching Machines—Portable
Clinching Machines—Stationary
CNC Folders
Coil Lines
Corner Machine—Dual Head
Corner Machine—Single Head
Cradle Caddy and Shear
Crimp and Bead Machines
Degalvanizer Sprays
Duct Liner Cutting System
Hand Brakes–Manual (TD)
Hand Brakes—Floor Mount
Duct Brake—Power
Duct Lift Accessories
Duct Lifts
Ductboard Machine
Edge Notchers
Flangers—Manual
Flangers—Power: Buttonpunch
Flangers—Power: Pittsburgh
Gorelockers
Ironworkers
Hand Brakes—Bench Mount
Label Remover
Laser Cutting Table
Liner Sizers
Corner Notchers & Drive Cleat Notchers
Duct Notchers
Panel Cutters
Pipe Stands
Pittsburgh Machines
Pittsburgh Seam Closer—Floor Mounted
Pittsburgh Seam Closers—Portable
Plasma & Liner Cutting Table
Plasma Feeding System
Plasma Tables—Metal
Pinspotters (Weld Pin Machines)
Press Brake
Rollers—Manual
Rollers—Power: Plate
Rollers—Power: Sheet Metal
Rotary Machine—Manual
Rotary Machine—Power
Roto Bonders / Adhesive Applicators
Shears
Slip & Drive Rollformers
Slitter—Power
Snaplock Machines
Spiral Pipe Machines
Spiral Pipe Machines — Oval
Spotwelders
Square to Round Machines
TD Machines
Torch Tips
Used Sheet Metal Machinery
Vicon Spiral Pipe Plasma Cutting System
Waterjet Cutting Table
Mechanical Pipe Insulation
Anti-Corrosion & Weather-Proofing
Cleaners
Elastomeric Insulation—Adhesives, Coating & Tape
Elastomeric Insulation—Pipe
Elastomeric Insulation—Sheet & Roll
Fiberglass Insulation Board
Fiberglass Insulation Wrap
Fiberglass Insulation Wrap—High Temp
Fiberglass Pipe Insulation
Fiberglass Scrim
Firestop
Heat Tracing
Insulation Coupling Strut Clamps
Insulation Hardware
Insulation Tools
Ladders
Metal Jacketing
Mineral Fiber Insulation Board
Mineral Wool Pipe Insulation
Pipe Saddles
PVC Fittings
Safety & Protection
Sealants, Coatings & Adhesives
Tape
Our Locations
All Locations
Atlanta Corporate Headquarters
Atlanta West (Austell)
Atlanta North (Norcross)
Birmingham
Birmingham—Steel Processing
Charleston
Charlotte
Greenville (GV)
Jackson
Knoxville
Little Rock
Mechanical Pipe & Insulation
Memphis
Miami
Mobile
Nashville
New Orleans (NOLA)
Orlando
Plan & Spec
Raleigh
Tampa
About Us
Our History
The Conklin Way
Our Core Values
Blogs & Reference
Reference
Line Cards
Coil/Sheet Gauge Color Chart
ASTM-AISI Thickness Tolerance Ranges
Lockformer Machine Historical Serial Numbers
Duct Shop Fabrication Processes
Duct Sealant Themes
HVAC Ductwork 101
HVAC and Duct Fab Supplies
Industry Insights
Job Site Installation
Mechanical Insulation
Plan and Spec
Power Hand Tools
Sheet Metal Forming Machinery
Spiral Pipe
Transverse Connection
Find Us On…
Instagram
YouTube
LinkedIn
Facebook
Vimeo
Email Us
Careers
Our Brands
PayNOW
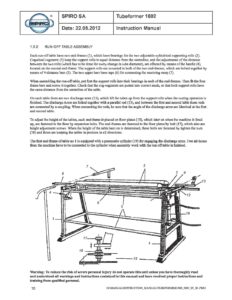
Run-Off-Table-Assembly-Operations-Manual
By
Harry Thompson IV
/
July 6, 2021
←
Previous Media
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Ok