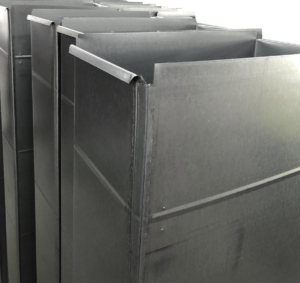
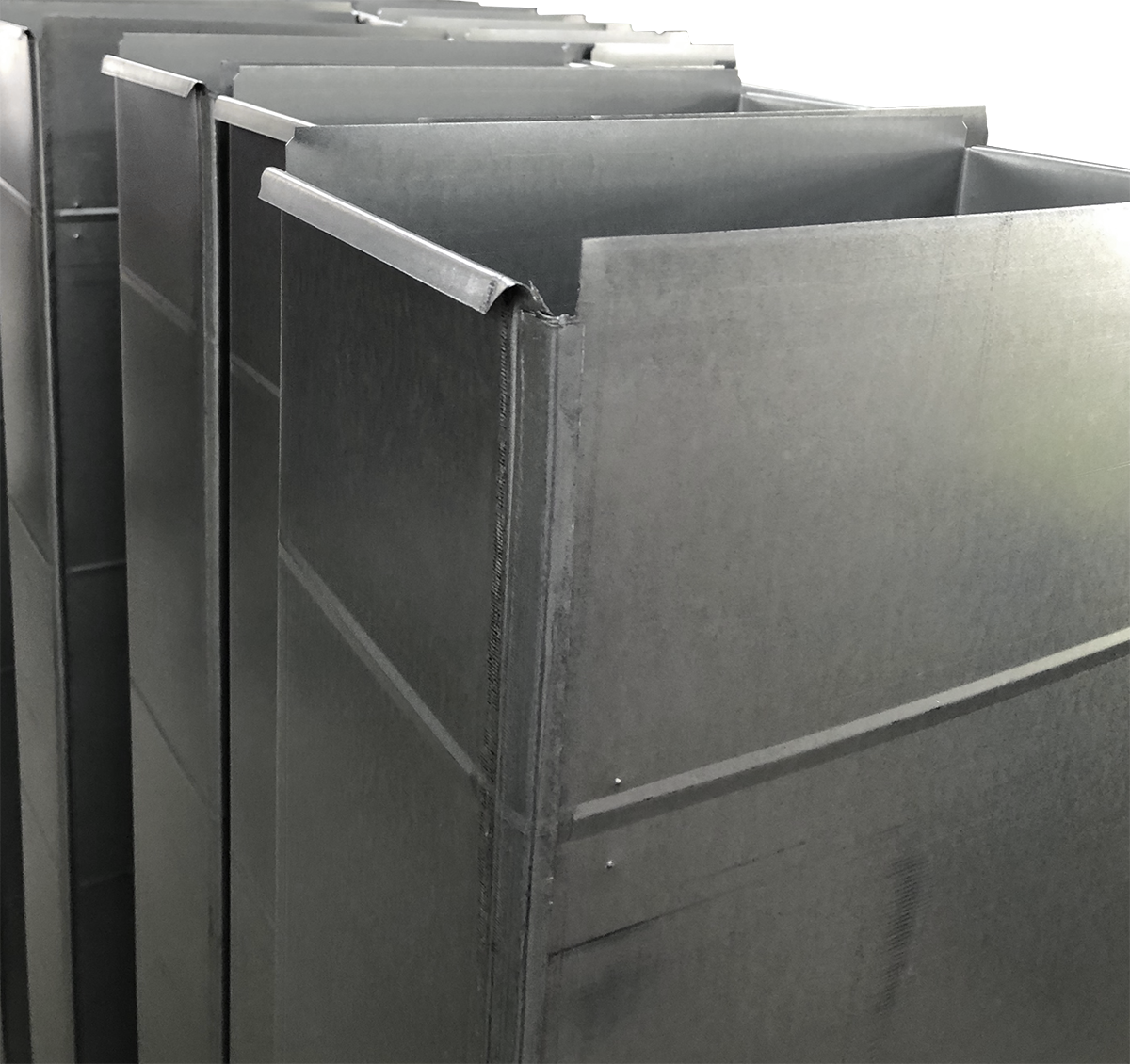
Turning drives on a manual cleatbender is a close second behind the Pittsburgh air hammers for the least popular task in a duct shop because it requires three awkward handle pulls to complete the profile and it’s a profile that the shop is often making throughout the day every day. The first is to pull top handle and bend over the 3/8” of metal inserted to about 150° to 160°, second is to pull the bottom handle and fold over to release the workpiece, then third, after returning both handles to their original setting, pull over top handle to flatten the drive to 180° but leaving an open hem.
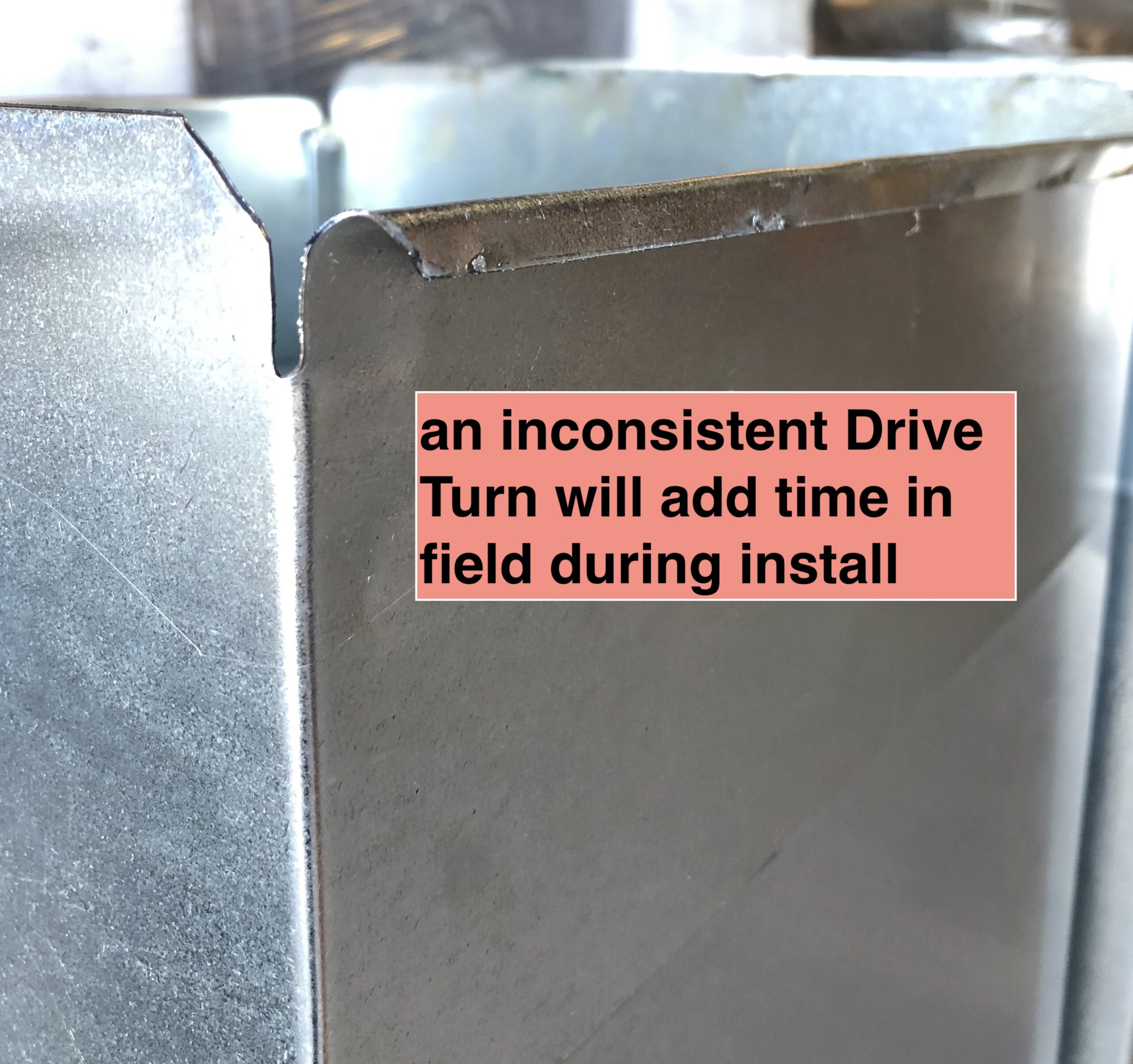
If a shop indicates that they turn 500 drives a day, they are actually making 1,500 separate handle lifts (500 x3). The quality of the open drive turn is very much subject to the person who is doing the operation; fatigue often sets in, and it’s apparent in the quality of the drive turns made later in the day. The benefit of a power drive turn machine is a consistent drive turn done faster.
Weighing in at 1050 lbs, with physical dimensions of 27” deep, an industry leading 59” length and 46” high with electrics of 230 Volt, 3 Phase and a 2 HP Motor
Unfortunately the first generation ones from decades ago were slow pneumatic models that got out of adjustment frequently on the bending process because they had large cylinders requiring a large volume of air that most shops lacked. These fully pneumatic models continue to be an obstacle when selling the idea of a powered Drive Turn machine to a veteran sheet metal worker who recalls the time spent getting the machine back to adjustment.
Flagler’s Hybrid Cleatfolder retains a pneumatic clamping process but adds the speed and reliability of an electric bending process, the result being a machine that’s possibly the best power cleatbender ever made
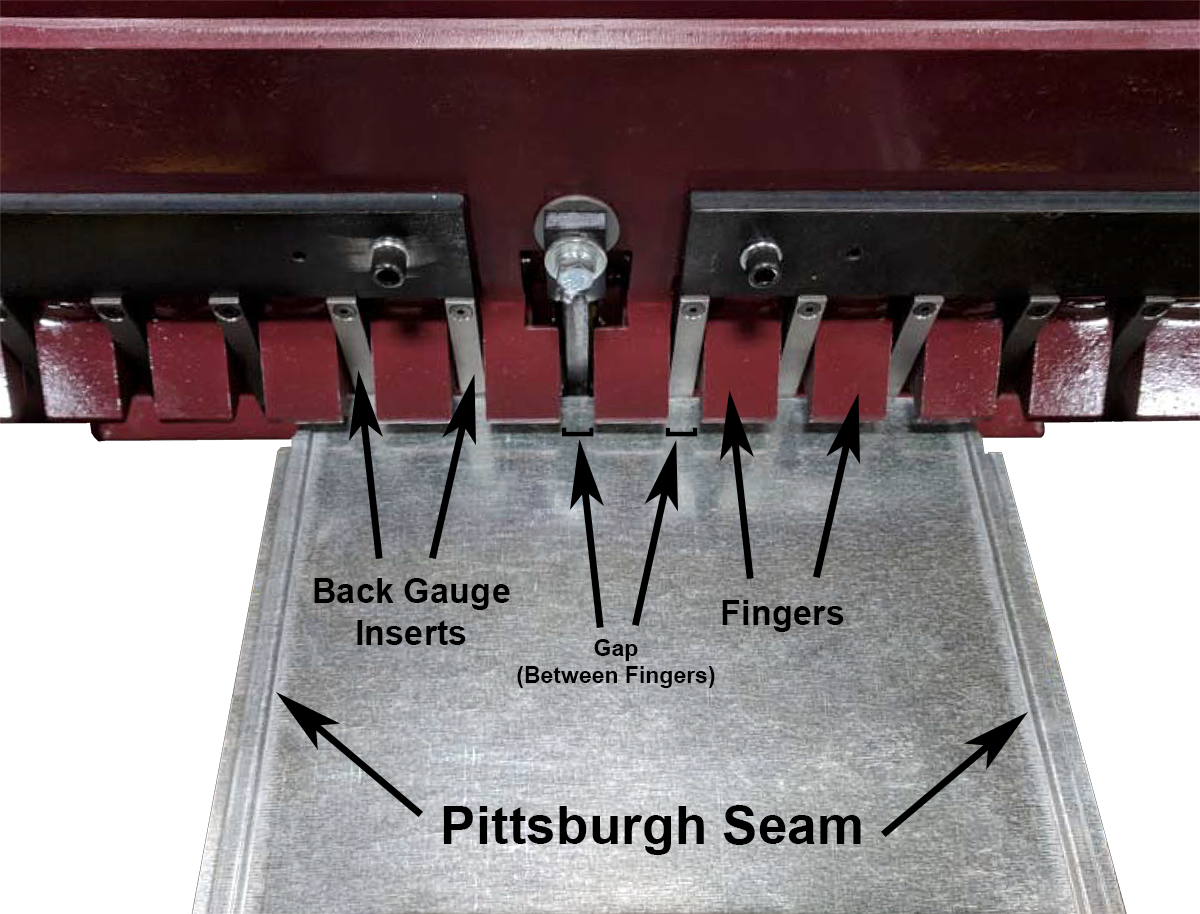
The gap between the fingers is the important dimension to keep the metal smooth when it is bent. If the spacing is too wide, there will be a ripple effect on the metal. The Roto Die Cleatfolder’s fingers that turn the metal are ¾”, with a 1-1/8” gap between them. This is too large a gap; which is causes a ripple effect, espeically on 26 gauge. In contrast, the Flagler has 7/8” fingers, with a ½” gap so the pieces that run through that machine will be straight, while the Roto Die will be rippled.
Flagler HYC-30
Hybrid Electric/Pneumatic Cleatfolder
Machine #34-200-H
Turns a 7/16″ cleat on 20ga material up to 30″ width Back Gauge Inserts (Flippable) 14 ea on a 30″ Model Cleatfolder Part # 34-011
Cleat edge: 7/16″ – 1/2″ (20 ga. max)
Cycle Time: 1.7 second
Amp Pull: 6
Max Forming Width: 30″ wide
Design: Open Throat
Bending Motor: 2 HP 230/3/60 gearmotor w/ overload shear pin
Clamping Table: Pneumatic 90 psi
Standard Equipment includes: Guarded Safety Foot Switch, Large Feed/Side Tables, Armor Plated Back-gauge Inserts, Hardened Bending Bar
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.