Vicon V-TDX-B 5-FT 16 Ga Duct Brake
There’s a specific machine that should sit beside and work in tandem with every TDC/F Rollformer. That Machine is a Power Brake designed to bend the duct into an L section after it’s run thru the Rollformer.

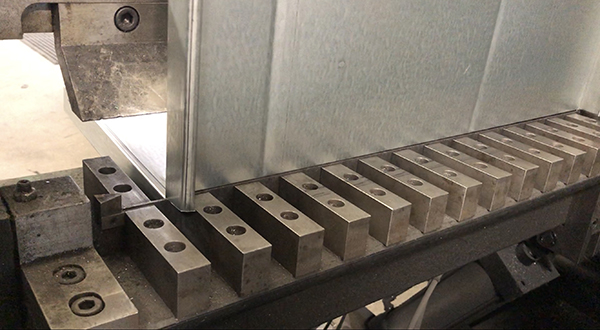
Bending Duct that has a TDC Flanged Profile on each side cannot be done on an ordinary Hand Brake or Press Brake. TDC/F Brakes utilize segmented spaced bars with a height equal or greater to that of the TDC/F Flange height to remove the Flange from the bending action, and thus allowing for the 90 degree bend. Tennsmith HBT series (Hand Brake Transverse) do this manually; Vicon’s TDX Duct Brake does this mechanically. Though each does it differently, they are alike in that they succeed in removing the Flanged Profile from the equation by creating space in the bending area.

- Vicon TDX Duct Brake
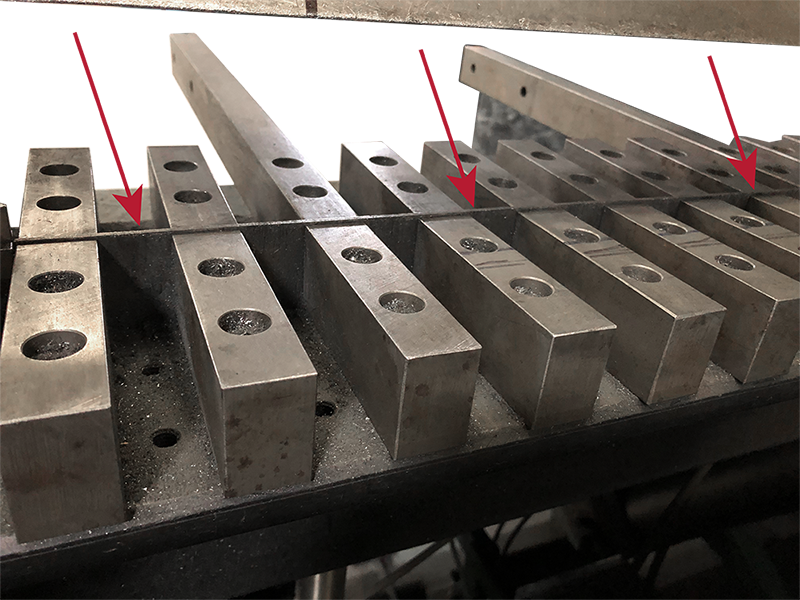
Segmented Die Inserts in a Roto Die Bender is a common way of braking TDC/F profile duct
- Segmented Die Inserts in a Roto Die Bender such as this Model 15 is a common way of braking TDC/F profile duct

- Many shops bend TDC/F Profile Duct by using special length dies in their Roto Die Hydraulic Benders
The speed and ease of use will make the old method of buying special inserts for a Roto Die Press Brake seem antiquated. What’s more, this machine can be leased at $500 a month for 60 months. That’s less than $3.00 per hour—for a man to bend an L section of TDF or TDC straight duct, lined or unlined in about 10 seconds and opening up a huge bottleneck in a duct shop.

Same Braking System used in Vicon Coil Line…
Watch the Vicon Duct brake in action and you will likely think it looks just like the Braking Station on a Vicon Full Duct Line. That’s because it’s basically the same station used in the Coil Line for straight duct, but modified for L section duct and fittings.

- Another benefit is the ability to bend lined duct without crushing the Pins because the upper beam is recessed forward 2″
Making Grease Duct? …this is the brake for you
Taking a section of flat edged 16 ga Cold Roll and braking 3 times for Full Wrap Duct means only one Longitudinal Seam to weld—an efficient process vs two L sections that require two lengths welded.

Bending Point Insert: Why it’s important to be movable
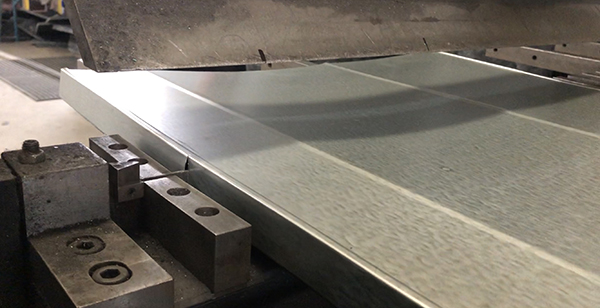
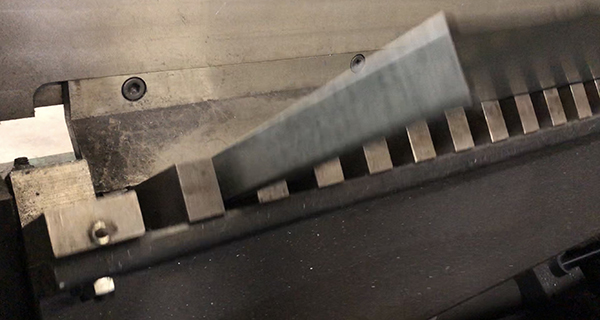
Spaced Segmented Bar Inserts that are height of the TDC/F Flange provide the middle gauge bar centers itself on the Notch of the TDC/TDF Flange (or the notch of the Slip & Drive Duct)
This vertical insert moves in tandem with the aligning Notch: It moves up as the sheet placed on table for bend aligning the duct onto the bending point of the notch on the sheet, then Down after the bend completed, making for easy removal of work piece and keeping the Bending Notch out of harms way
- Notch slides over this bar which serves as a bending point. This vertical insert moves up and down, aligning the duct directly on the bend when it slides up into the notch. If the duct is not on the bend point, the insert will lift sheet of duct up thereby alerting the operator that they are not in position to bend and that the guide needs to go up into the bend notch.
- Note: Vicon is the only manufacturer with this feature; the few other brands of this type machine have a fixed guide (doesn’t move up or down). This causes it to stay down low and could cause it to bend off center on the notch.
Works just as well on Slip and Drive Duct

- Drop down squaring arm on the front table, the front table is adjustable for the difference in height from TDX, TDF and TDC Duct to Slip and Drive Duct
Need financing for Duct Fab machinery? Call Lisa!
 Lisa Luedtke
Lisa Luedtke
Regional Manager
Machinery Finance Resources, LLC
Phone: (320) 281-4200

