Cleatbender—Power
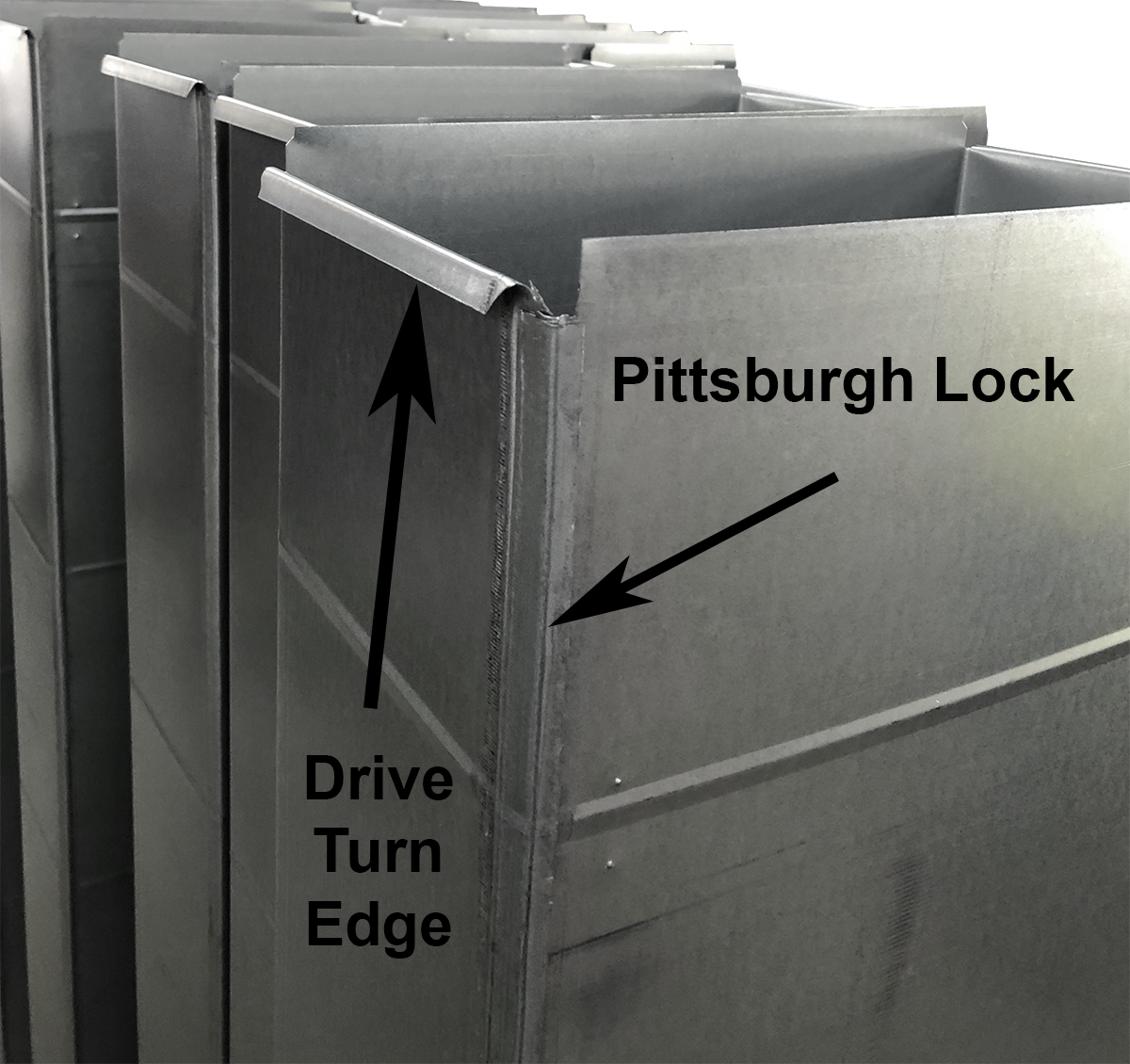
- Slip and Drive duct with Pittsburgh Lock
Slip and Drive Duct is the most common method of connecting two assembled rectangular duct sections from end to end, referred to as the transverse connection. Preparing the duct for the Slip (a.k.a. Flat S Lock) , which connects the top and bottom , is much easier than that of preparing the duct for the drive cleat, which connects the two sides. The latter requires forming a 180º hem on the end of the section.

The Drive Cleat is slid over the two mated 180º pieces, thus pulling them tightly together to complete the connection; the exposed ends of the drive cleat are folded over the edge to further secure them to the joint.
Preparing the two 180º turned drive cleat edges is typically referred to as “turning the drives”.
There is a Manual Cleatbender and Power Cleatfolder built specially for this. Despite the name difference, both perform the same task- they turn the drives in preparation of the Cleat that slides over the two mated ends. The process involves two actions: clamping the work material and bending the cleat edge.

- Manual and Power Cleatbender in an Atlanta fab shop
The manual cleat benders have been around for years in 18”, 24” and 30” wide. These are labor intensive and can be challenging on larger sections of duct.

For several years Flagler Corporation outside of Detroit made the Electric and the Pneumatic ones. The EC was fully Electric, the Pneumatic was fully air powered. Each had it’s Pros and Cons.
The Pneumatic ones had better clamping on the metal but were slow when it came to the bending operation with a cycle time of 4 to 5 seconds. They were also dependent on the contractor’s supply of air due to the large cylinder that did the bending. This cylinder required a large volume of air and is application to all Cleatfolders that are fully pneumatic. If a contractor had a fully dedicated 3/4” airline, this wouldn’t be a problem but not many contractors will do this.
The fully Electric model sold like gangbusters for several years, with a bend cycle time of 2.2 seconds it was the fastest power Cleatbender on the market at the time. The electric clamping table became a problem, however, in fab shops with power anything other than a consistent incoming 230V.
Many of the EC models ended up needing a buck and booster to address voltage inconsistencies.
With neither model free of inherent flaws, Flagler went to work and developed a machine that combines the best features of it’s Pneumatic (the Clamping Table) with the best Feature of it’s Electric (the Bending process).
They determined that the clamping action worked better as pneumatic because the holding power is stronger. They kept the bending process mechanical (electric) and doing so retained the speed. Even changing the clamping table to pneumatic they were able to retain the very fast cycle speed of 1.7 seconds on the 30” model. They were not able to get that fast on the 36” Hybrid which runs at 2.2 seconds. Both are still twice as fast as the Lion brand air powered models on the market. Flagler found the reception so positive on the Hybrid that they replaced the EC Models with the Hybrid. The 30” Model is our choice for the top Power Cleatfolder. Weighing in at 1050 lbs, with physical dimensions of 27” deep, an industry leading 59” length and 46” high with electrics of 230 Volt, 3 Phase and a 2 HP Motor. There is another electric model which I will mention, Tin Knocker, although running off 110 volt Single Phase Electrics weighing in at 650 lbs and a 49” table length, this machine is recommended for smaller shops only and not any shop running the machine throughout the day.

- The light-heavy switch changes the timing of the clamp table by .02-.03 seconds so it stays engaged with the heavier material a touch longer. It keeps 20 and 22 ga material from wanting to push out of the machine before the bend is complete
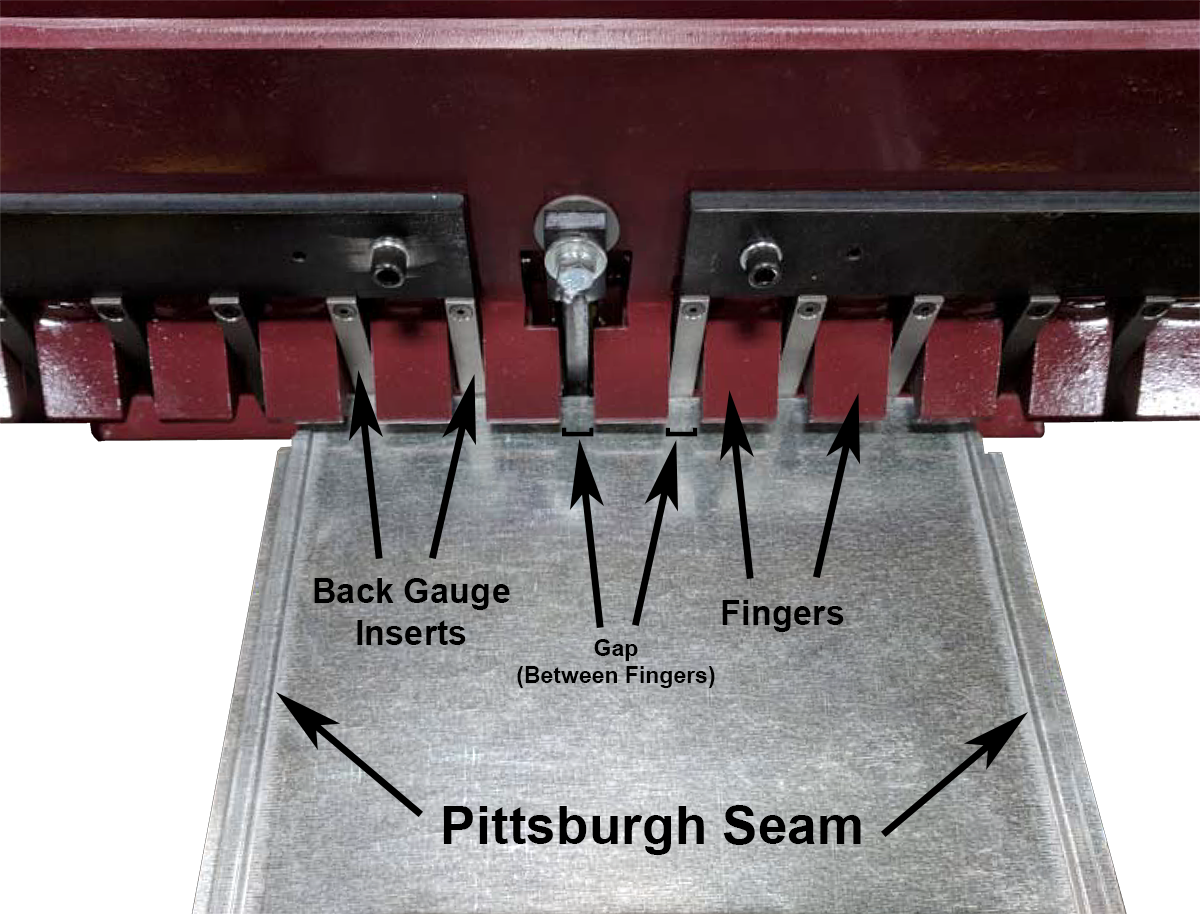
When turning the drive with the Pittsburgh Seam on both longitudinal sides, it is important to make sure that the placement of the Pittsburg in relationship to the fingers is the same on both sides. Many operators position the Pittsburgh Seam in between the fingers in the open spaces. When bending 24 and 26 gauge, putting the Pittsburgh Seam under the fingers is recommended. For 22 gauge, some shops place the Pitts Seam under the fingers and some position the seam in the gap between the fingers. On 20 ga, the operator must position in between fingers due to metal thickness.
Both sides of the Pitts Seam must be either under or in between the Fingers. Without equal clamping pressure ( one seam under the Finger and the other seam in the gap for example) there will be some pull on the metal workpiece.
Flagler HYC-30
Hybrid Electric/Pneumatic Cleatfolder
Machine #34-200-H
Turns a 7/16″ cleat on 20ga material up to 30″ width
Part # 34-011
Cleat edge: 7/16″ – 1/2″ (20 ga. max)
Cycle Time: 1.7 second
Max Forming Width: 30″ wide
Design: Open Throat
Bending Motor: 2 HP 230/3/60 gearmotor w/ overload shear pin
Clamping Table: Pneumatic 90 psi
Standard Equipment includes: Guarded Safety Foot Switch, Large Feed/Side Tables, Armor Plated Back-gauge Inserts, Hardened Bending Bar
Control: Micro PLC
Dimensions: 27″W x 59″L x 46″H
Weight: 1,050 lbs.
