What tool are you using to clean the edge of plate prior to butt welding?
Connecting two pieces of 1/2” (or thicker)carbon steel or 1/4” (or thicker) Stainless is accomplished by Butt welding the two joining edges end to end.
But simply joining the two pieces together and welding around the perimeter doesn’t give the joint any strength because the weld isn’t going much beyond the exterior of the two sections.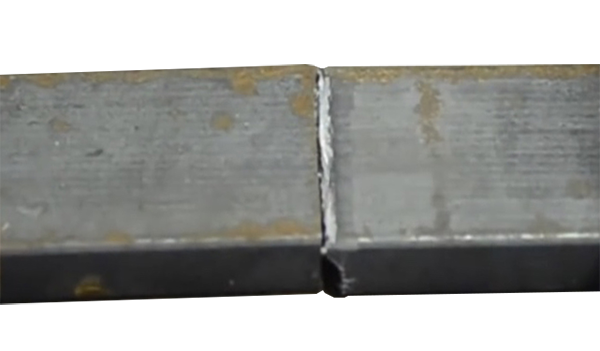 Weld Shops will instead chop and angle off the two joining edges . These two Beveled Edges, and the open space that results when butting them end to end , provides a gap into the interior of the two pieces into which weld can be added for full penetration. The result is a secure hold and a cleaner appearance. In some instances and especially on thick metals, both edges are beveled.
Weld Shops will instead chop and angle off the two joining edges . These two Beveled Edges, and the open space that results when butting them end to end , provides a gap into the interior of the two pieces into which weld can be added for full penetration. The result is a secure hold and a cleaner appearance. In some instances and especially on thick metals, both edges are beveled. When it comes to preparing heavy gauge metal for a weld there are two options: Beveling or Grinding. Beveling is a one pass, cleaner edge process that drops the waste straight down; Grinding requires more operator effort, time and attention with it’s inherent back and forth process of a rapidly spinning Rotary wheel that throws hot chips in every direction.
When it comes to preparing heavy gauge metal for a weld there are two options: Beveling or Grinding. Beveling is a one pass, cleaner edge process that drops the waste straight down; Grinding requires more operator effort, time and attention with it’s inherent back and forth process of a rapidly spinning Rotary wheel that throws hot chips in every direction.

Corded and drawing up to 15 amps/single phase under load, the Trumpf TKF 1500 has no limit when it comes to max gauge thickness of plate or pipe; it’s the fastest Beveler on the market running at 5.5 feet per minute on carbon steel and, with the 2 speed option, 4.5 feet per minute on Stainless.
(Standard throat depth is 1.5 inches of thickness, but there’s a 6 inch adaptor available)
Replacement Parts in stock.
What tool are you using to clean the edge of plate prior to butt welding?
A. Beveler
B. Grinder
C. Other

