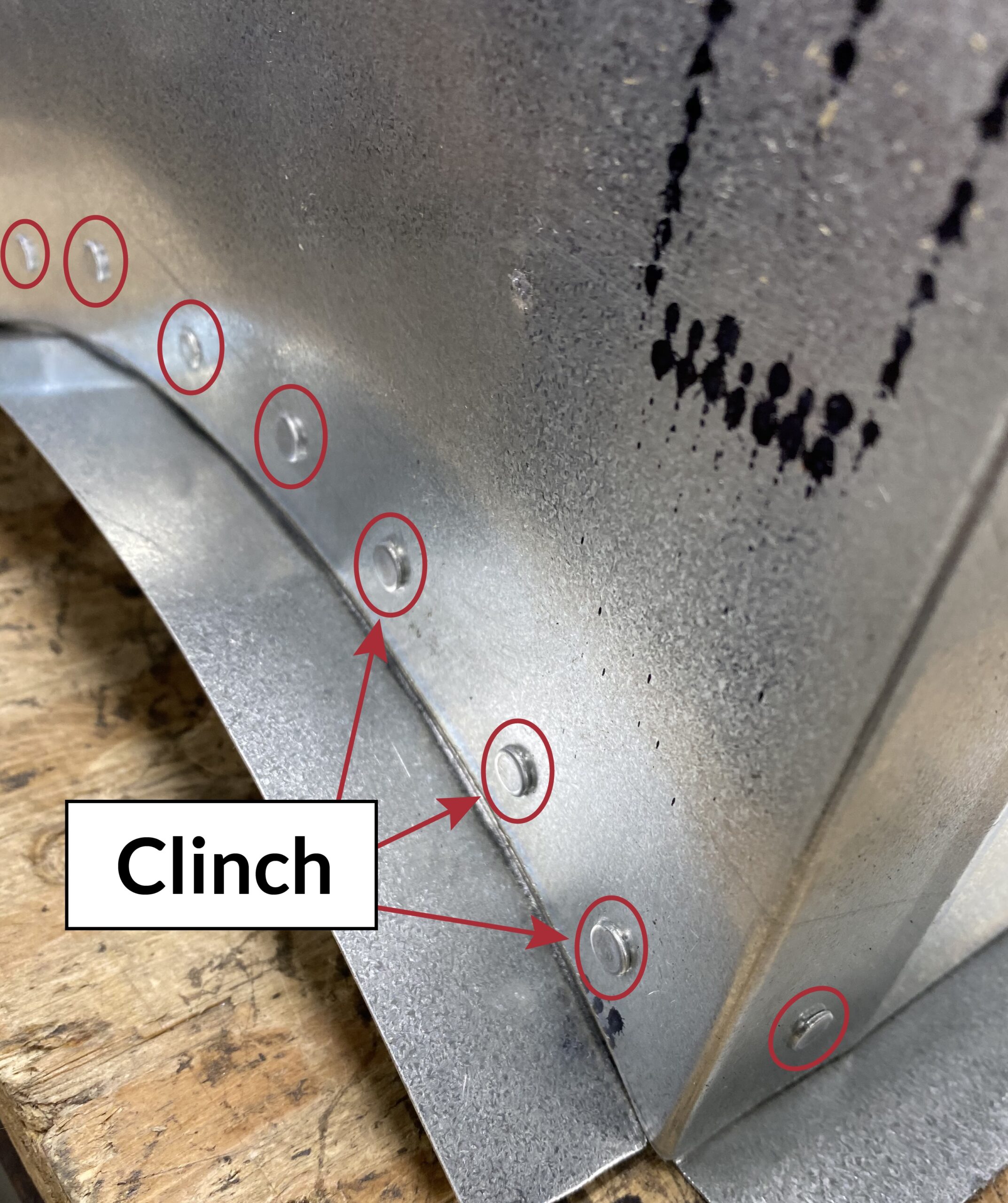
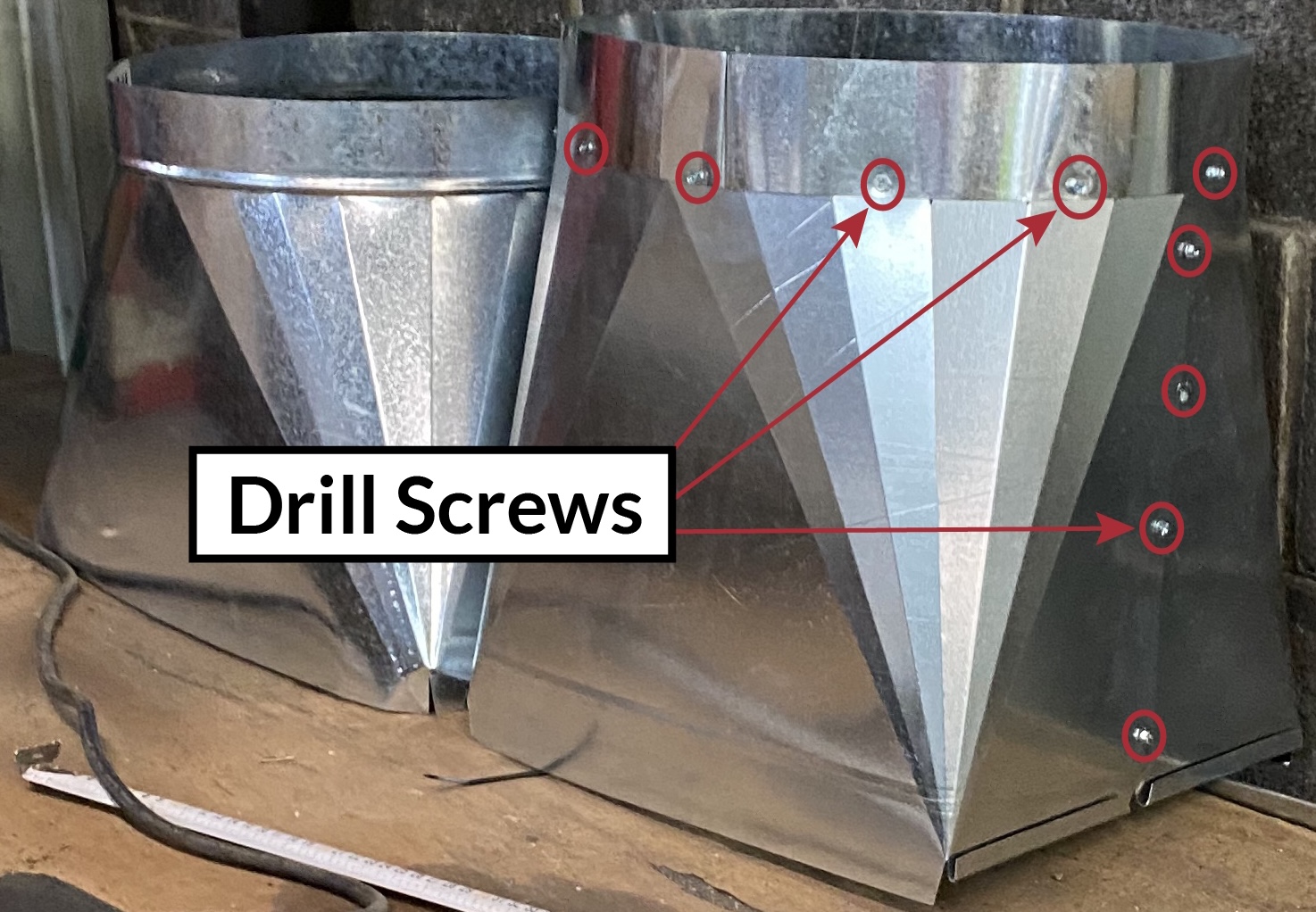
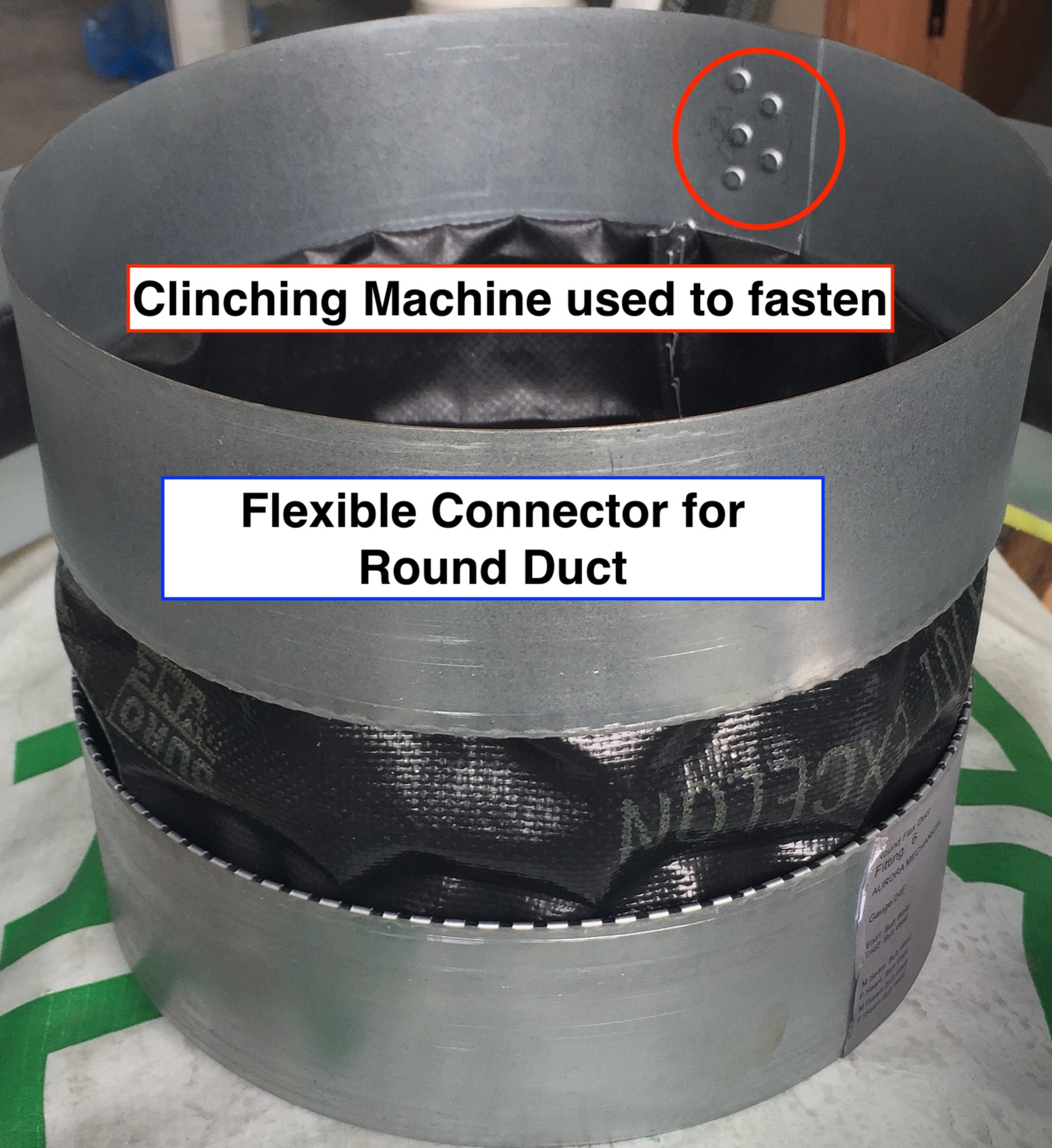
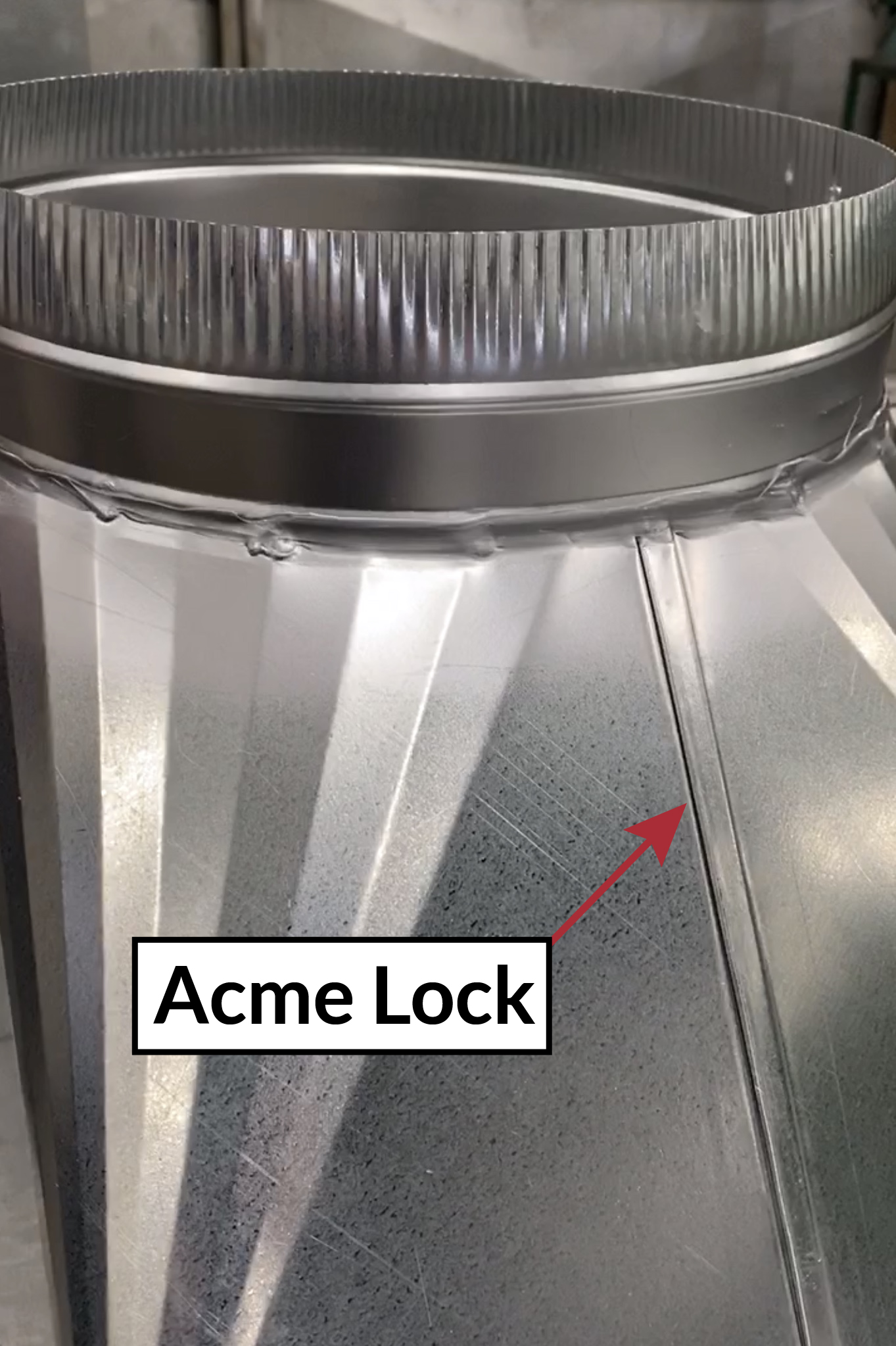
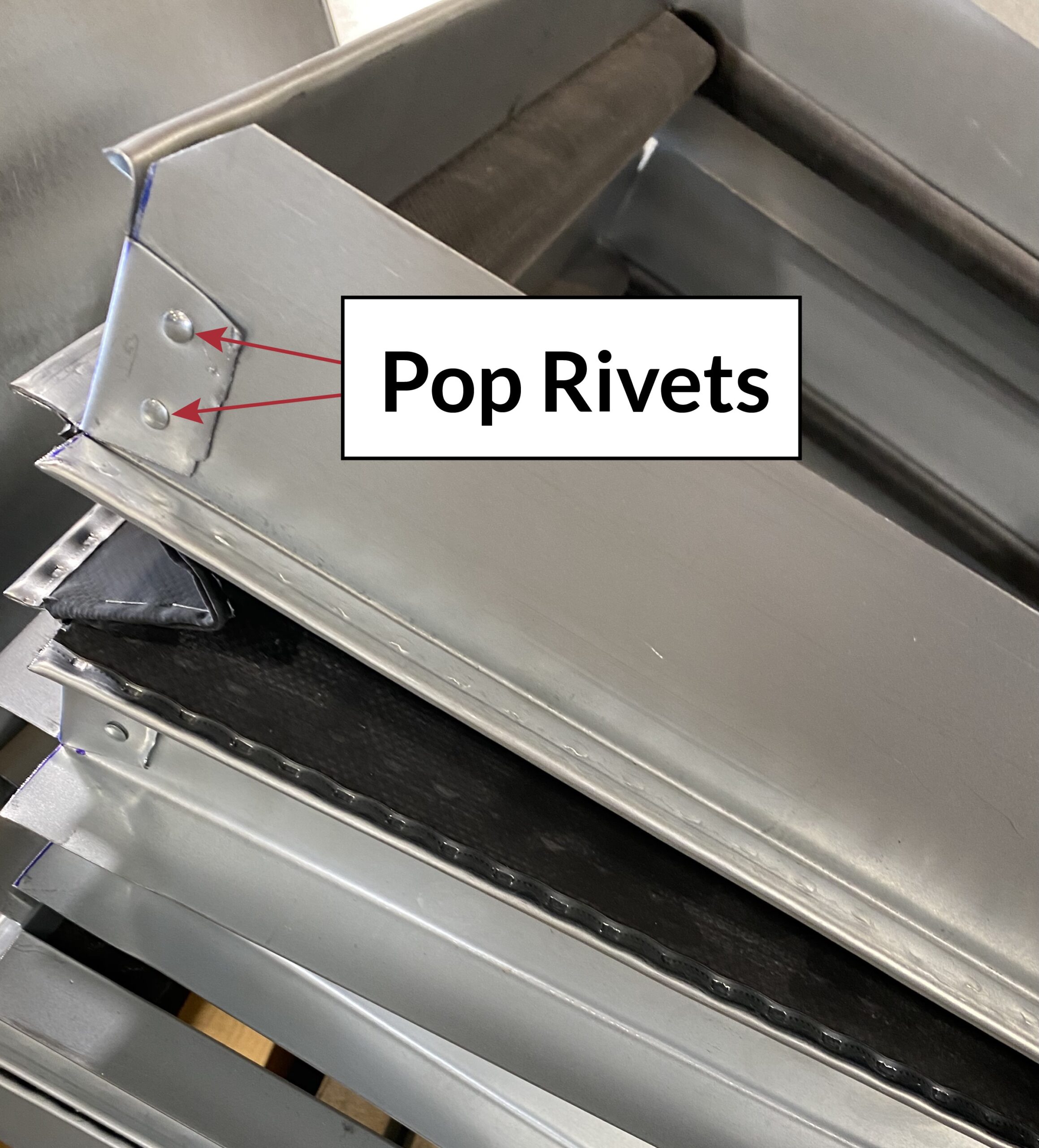
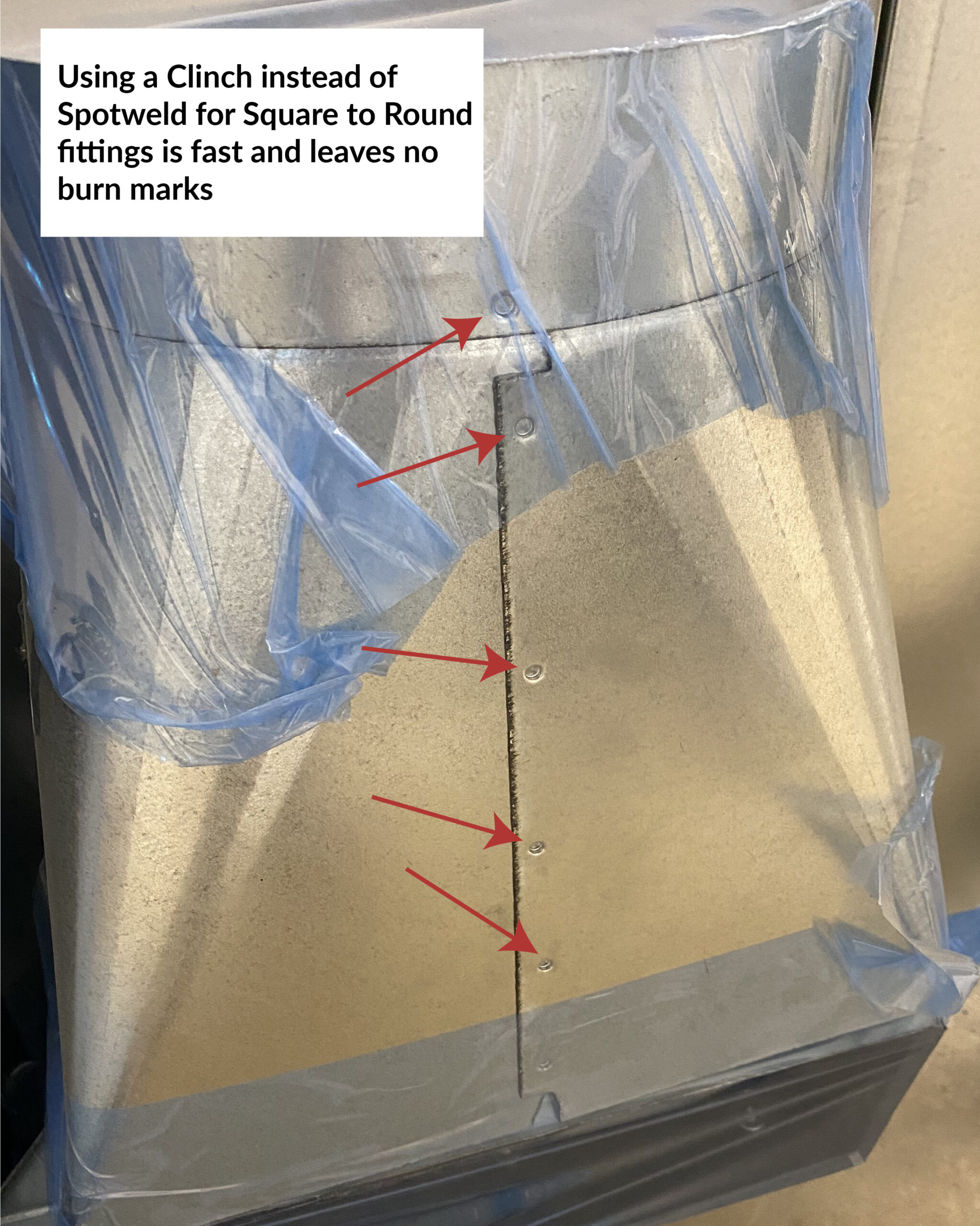
Fastening ductwork like square to rounds and flex connections into an assembled fitting can be done with Drill Screws, Pop Rivets, an Acme Lock, a Spotwelder…or a Clinching Machine.

In mid sized to larger shops, Spotwelders are much more common.

While a spotweld’s burn marks don’t make for an aesthetically pleasing product, the products made in a duct shop typically don’t require it.

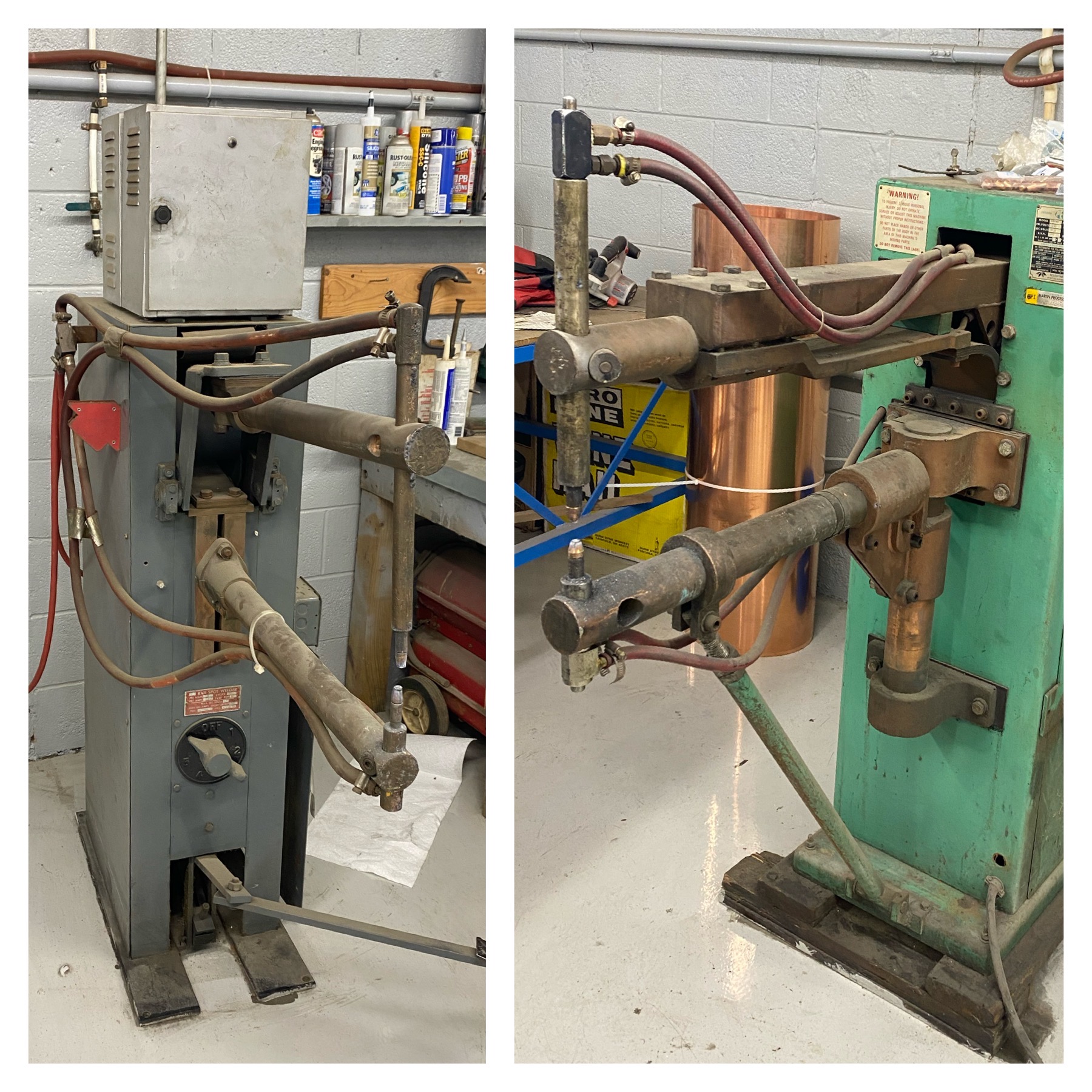
One reality many shops are facing is that their Spotwelder is very old and needs replaced. Most of the leading manufacturers of Spotwelders 20 + years ago—LORS, Micro, Peer and Western Arctronics—closed their doors several years ago; parts for their machines are increasingly a challenge to find.
We’ve seen a trend in HVAC Duct Fab shops of replacing old Spotwelders with Free Standing C-Frame Clinching machines instead of another Spotwelder. These are pneumatic machines with a rounded design Punch that descends from the upper tooling and squeezes together two layers of metal that are resting on the Die. The result being a Clinch joint that is stronger than the metal itself.

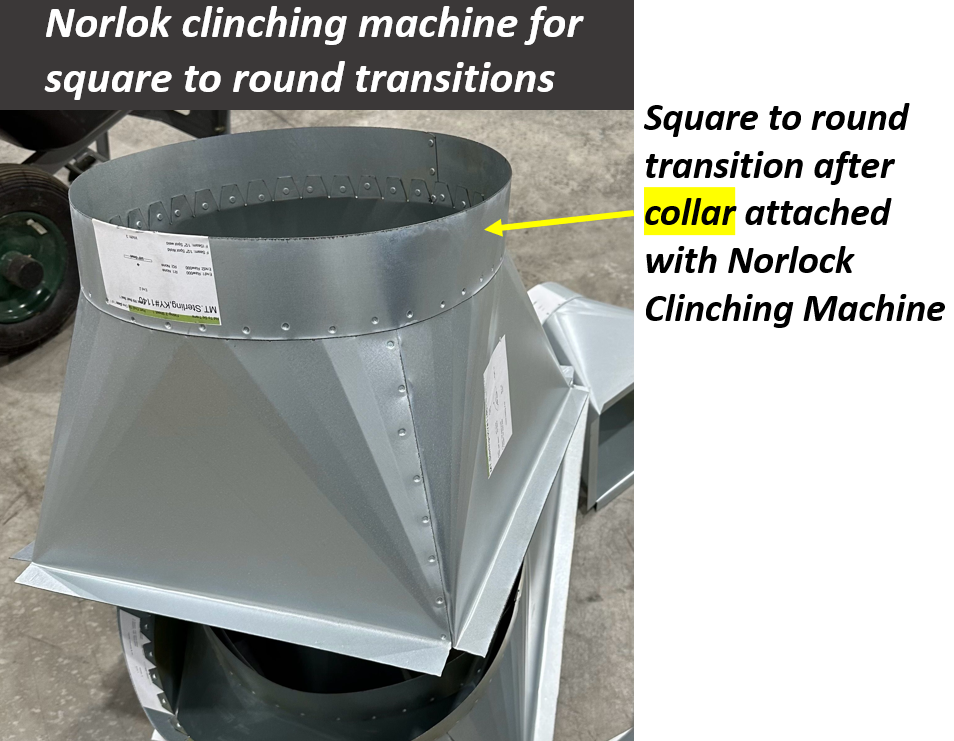
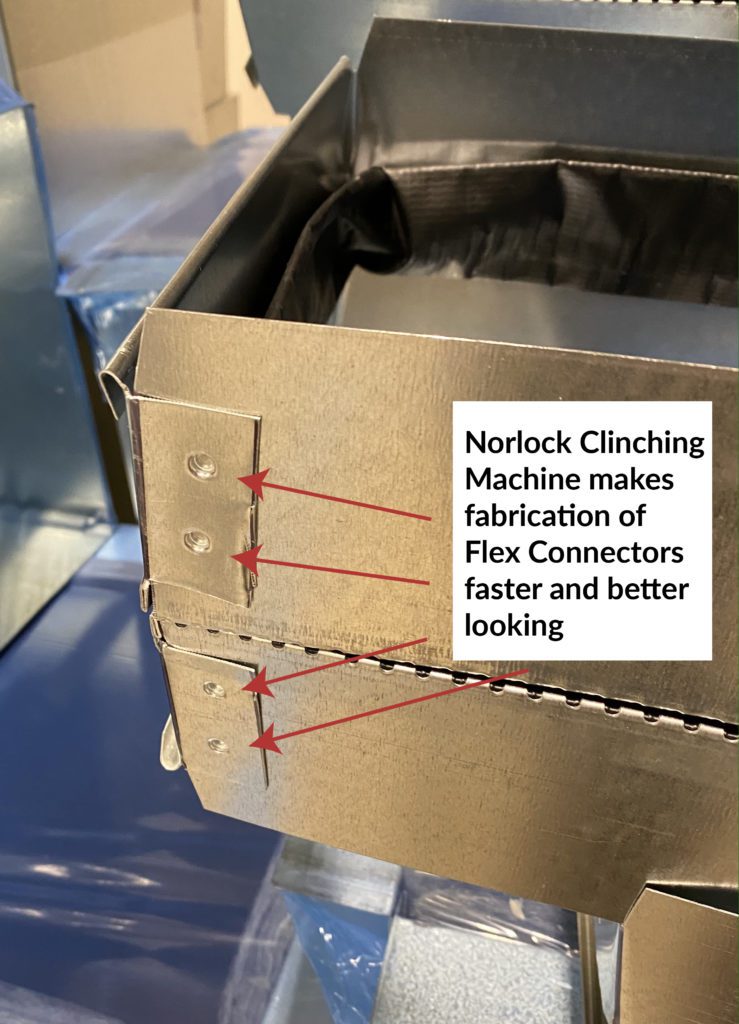
Shops with a Clinching machine have found that they can make square to round, drain pans, flex connectors and other fittings much faster than they could with their spotwelder while also improving the appearance of their fabricated product.
The two main sellers for us in the Duct Fab space have been the Norlok Surelok models SLII and SLIII. Both have the exact same capacities (2 pieces, 30 gauge to 14 gauge) and Clinches per minute (60 to 80). Under normal operation both punch and die last for approximately 250,000 cycles (clinches).
There are some differences between the two models that are worth considering when determining the best value for a specific shop and whether to spend the additional $8,000.00 for the SLIII.
1. Air Consumption:
The SLII and SLIII have different power sources that make for a big difference in the amount of air required for each. The SLII runs off of a WAMP style unit; the SLIII runs off of an “Advanced Power Unit” that requires a smaller diameter air cylinder pneumatic power source for the clinching stroke and ends up using 1/3 less of the amount of air as the SLII. When the compressor is turning on less frequently, the shop’s power bill will be less each month. In short, the SLIII’s energy efficiency is the most significant difference.
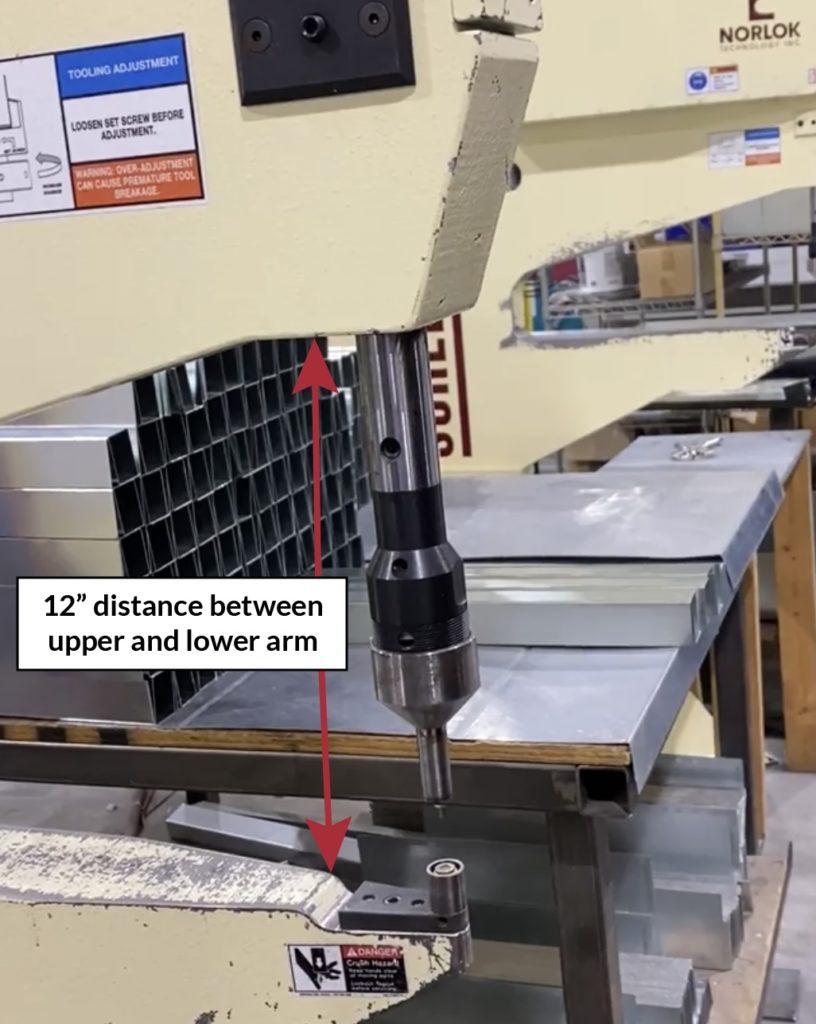
2. C-Frame Opening:
The distance between the front lower and upper arm on an SLIII is 12”; on the SLII it’s 5-1/2”. One of the main design features of the SLII is the five inch opening in the C-Frame that keeps that alignment extremely true over time. Even machines from the 1980’s have this reliability in the frame and are still working just as they did when new. When designing the SLIII, Norlock did a lot of analysis with simulation software data, to give as much access at the front (where most of the clinching happens) but still allowing some room at the back, keeping the same strength that the SLII enjoys—even with a wider opening. This larger opening makes the SLIII more versatile when doing flanged or larger pieces, without giving up any sacrifices in the alignment.
3. Distance Between Punch and Die in Open Position:
The SLII has a distance of 1″ between the Punch and Die; the SLIII has a 2-1/2″ distance.
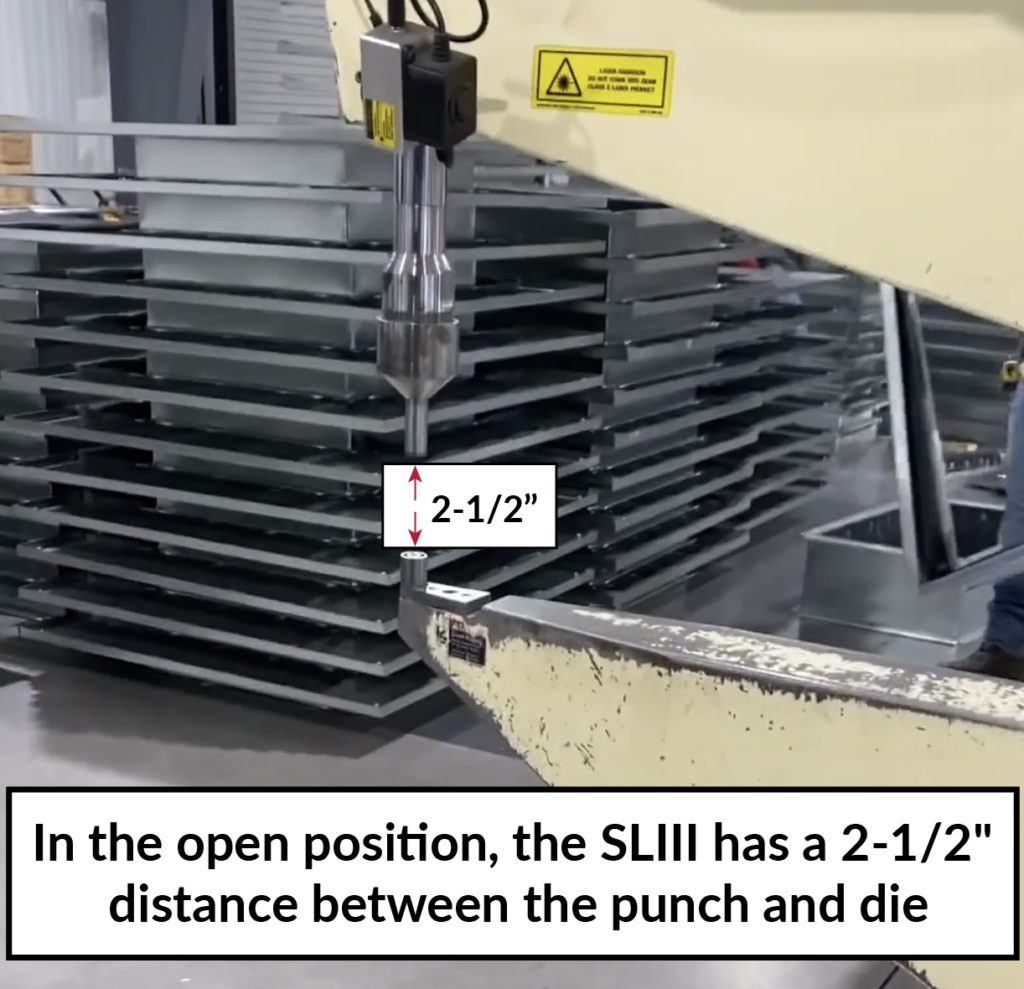
4. Speed:
Though both machines operate at 60-80 cycles per minute, the SLII is only operating with 1” of stroke and the SLIII has 2 ½” of stroke at that cycle speed and thereby moving at a faster speed. By reducing the stroke (tooling open height) from 2-1/2″ to 1″ the clinches per minute can be increased to 120.
Other differences that are less significant but worth mentioning:
Stainless Option: Clinching Stainless isn’t easy. Stainless is a very hard metal and with round tooling it’s a challenge to generate enough power to coin the material at the bottom of the pocket. Though many shops use the SLII and III for occasional clinching of two pcs of 26 ga Stainless, for anything heavier or for anything frequent this is not advised. The SLIII has option of changing out the round standard tooling with a Rectangular tooling kit and fastening stainless steel. By changing out a set screw on the bottom that holds the die in place, a small sets crew and a small set screw on the top that holds the punch in place it can be changed over in a matter of seconds.
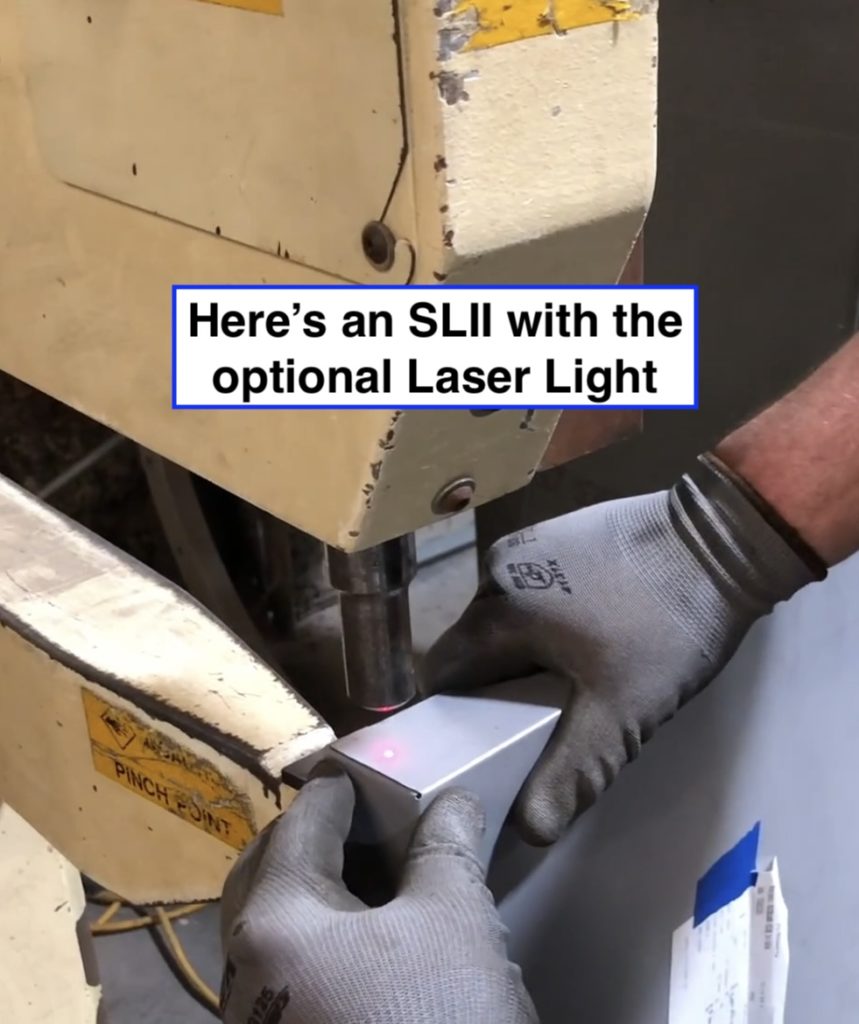
Laser Light Assembly: Standard on the SLIII and an option on the SLII: This laser is simply a marker, useful for the operator to know exactly where the clinch is going. On the SLIII there’s more distance (2-1/2”) between punch and die in open position than the SLII (1″) and thus proves to be more useful.
SLIII comes with choice of 3 Dies, SLII comes with 1 Die:
When a shop buys an SLIII, they get one die mounted on machine plus two extra dies included. With the SLII, just the Die that comes with the machine is included. #30 Yellow Die for 30-24 gauge, #40 Blue for 24-20 gauge, #50 Red for 20 thru 14 gauge. The same Punch works on all gauges. The Dies for an SLII and SLIII are not the same.

Safety Feature is standard for both SLII and SLIII:
One area that Norlok makes equal is when it comes to Operator Safety. No matter the model, when the tooling comes down, it does so under a low pressure approach stroke until it reaches 3/16″ of an inch. As long as the two pieces of material are within 3/16″ of an inch of each other, the high pressure fires and the material is clinched together. If the 2 pieces are not, the tooling is going to come down but it will not reach the high pressure point at 3/16. It’ll just pop back up and return to that raised position without clinching. That 3/16 of an inch is set so that if an operator accidentally leaves a finger in there, the machines are not going to fire (it’ll make a little pinch, but it won’t fire).
Summary:
In Duct Shops most of the attention goes towards the machines instrumental in efficient Shop Flow for making Straight Duct and Fittings. If one of the machines used in this shop flow goes down (the Plasma Table or the Pittsburgh machine for example) there’s often not a backup means of doing what that machine does. In fastening there’s always an alternative—Spotweld, Pop Rivet, Acme Lock, even Drill Screws—and that tends to deem it a less vital role in the Shop’s ability to fab Rectangular Straight Duct and Fittings.
Examples of Fastening: